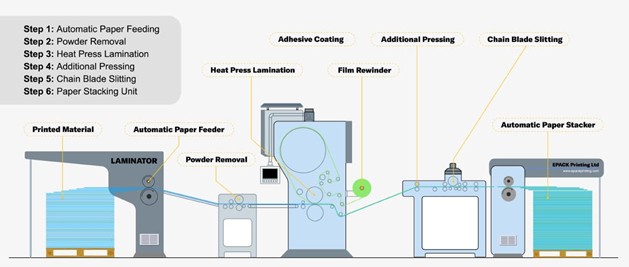
Dry lamination adhesive is applied to one substrate (typically film like BOPP, PET, or metallized films), dried to remove water, and then laminated under heat and pressure to bond with a second substrate (usually paperboard). Unlike wet lamination (where adhesive is wet when laminates come together), dry lamination requires complete water evaporation before film contact, making it ideal for high-speed production and demanding applications like flexible packaging, labels, and food contact materials.
.
.
.
Core Adhesive Technologies Used Today
Pure Acrylic: Formed by free-radical polymerization of acrylic monomers in water. Excellent water resistance, optical clarity, long shelf life. Best for premium and food-contact applications.
Acrylic-VAM Hybrids: Blend of vinyl acetate monomer (VAM) with acrylic monomers. Lower cost but compromised performance in humid/tropical climates. Common in cost-sensitive markets.
Polyurethane Dispersions (PUD): Highest performance, broadest application range, but more complex to formulate and higher cost. Used for demanding applications.
In this guide, we focus on acrylic-based technologies, comparing pure acrylic systems with VAM-acrylic hybrids while emphasizing how particle size engineering dramatically improves performance in both.
.
Particle Size – The Overlooked Hero of Adhesive Performance
Why do Particle Size Matters?
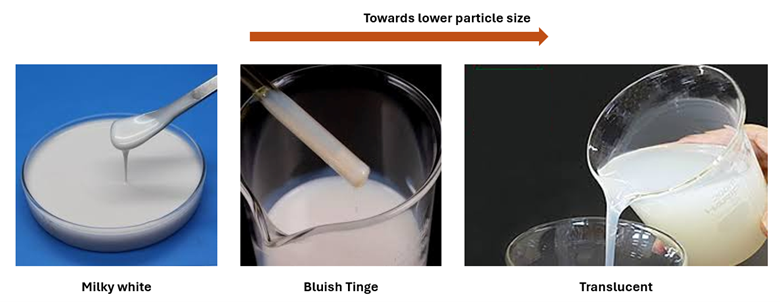
The optical appearance of your adhesive (milky white vs. bluish tint) is not a cosmetic issue; it’s a window into particle size engineering and predicts adhesive performance.
Light Scattering Phenomenon (Tyndall Effect):
When light passes through an adhesive dispersion, particle size determines how light scatters.
Small particles (150-250 nm): Scatter blue light more efficiently giving a slight bluish or translucent appearance.
Large particles (250 – 350 nm): Scatter all visible wavelengths giving a milky white appearance.
This means: Smaller particles = more sophisticated formulation = better performance.
.
.
How does Particle Size drive better performance?
1. Film Formation Quality
Smaller particles coalesce more uniformly during drying, creating a denser, more continuous film.
Aspect
Large Particles (250–350 nm)
Small Particles (150–250 nm)
Coalescence
Uneven, incomplete, lower gloss
Uniform, complete, high gloss
Film Continuity
Micro-rough surface, poor gloss retention
Smooth, dense film, good gloss retention
Dry Film Thickness
Same weight, more air voids
Same weight, fewer voids
Peel Strength
Lower (due to discontinuities)
Higher (due to uniform network)
.
2. Wetting on Difficult Substrates
Smaller particle size improves wetting on low-energy surfaces (BOPP, polyester, matte films). This means better adhesion without requiring higher coat weights, and also ensuring:
a. Compatible with all film types: Metallized, matte, gloss etc.
b. Zero dry spots or weak adhesion points giving even coverage across the entire laminate.
c. Predictable peel strength batch-to-batch and not getting variation in adhesive performance
3. Superior Stability
Since smaller particles are better stabilized, they exhibit:
a. Less settling of particles at the bottom of the container, even over 6+ months.
b. Consistent properties: You don’t see viscosity drift or separation issues mid-production run.
c. The product remains usable for the full 6-month or longer shelf life without degradation.
4. Mileage and cost efficiency
As a result of better film formation, better wetting, and better adhesive strength, adhesives with lower particle sizes can provide similar results compared to adhesives of higher particle size, at a 10% lower consumption. This reduction in consumption is directly related to the number of air voids present in the adhesive (as discussed in table above).
Case study:
White adhesive is applied at 6gsm dry coat weight on a particular laminate structure. The same laminate structure will require 5.4gsm dry coat weigh of bluish tinge adhesive
.
Pure Acrylic vs. VAM-Acrylic : Why Polymer Chemistry Matters
While particle size optimization improves performance, the choice of polymer backbone determines long-term reliability. This is where pure acrylic outperforms VAM-acrylic hybrids across critical metrics.
Chemistry Comparison
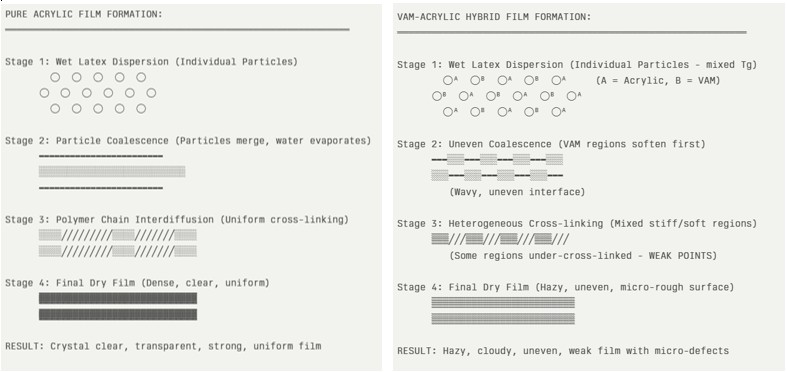
Pure Acrylic Backbone:
Composed entirely of acrylic ester units: -[CH₂-CHR]ₙ- where R = ester group
Consistent structure throughout → uniform cross-linking → strong network
No reactive ester groups to hydrolyze (degrade)
Better heat resistance
VAM-Acrylic Hybrid Backbone:
Mixed backbone: alternating VAM units (polyvinyl acetate – soft) and acrylic units (stiff)
Heterogeneous structure → mixed cross-linking → weak points in the network
Contains reactive ester groups prone to hydrolysis – this is the critical weakness
Lower heat Resistance
While VAM-acrylic hybrid adhesives offer cost advantages (~15–20% lower raw material cost), pure acrylic lamination adhesives consistently outperform them across critical performance metrics.
Critical Performance Differences
1. Peel Strength (90° Peel)
Performance Metric
Pure Acrylic
VAM-Acrylic
Delta
Dry Peel Strength
400–480 N
280–350 N
30–40% higher
At Same Coat Weight (6.0 g/m²)
440 N
290 N
52% higher
.
2. Water Resistance & Shelf Life (Most Critical in Tropical Climates)
The VAM backbone contains polyvinyl acetate, a polymer with highly reactive ester groups that hydrolyze in moist conditions or in contact with paper (which can be slightly acidic). This is why VAM adhesives fail in humid environments. Pure acrylics, lacking these ester groups, are inherently more resistant to hydrolytic degradation.
Hydrolysis Mechanism:
Moisture penetrates the film
Ester bonds break, polymer backbone degrades
Peel strength drops
Property
Pure Acrylic
VAM-Acrylic
Implication
Peel Strength Retention (3 months, 85% RH)
95 – 98%
80 – 85%
VAM loses 15 – 20%
Peel Strength Retention (6 months, 85% RH)
> 95%
75 – 80%
VAM loses 20 – 25%
Water Absorption (7 days, % wt gain)
2 – 4%
5 – 8%
VAM absorbs 2 – 3X more
Case Study (Considering India’s Tropical Climate):
Laminate manufactured in June → stored 4 months → reaches end consumer by October.
Pure acrylic maintains 95%+ peel strength throughout.
VAM hybrid has already lost 15–20% strength by October (85% RH storage).
Customer receives degraded products without knowing.
.
3. Film clarity and appearance
.
.
Pure Acrylic Adhesives wet matte films more uniformly than VAM-Acrylic (which gives a patchy and variable clarity).
Pure Acrylics have excellent gloss retention as acrylics do not yellow under weathering, whereas VAM has higher tendency to yellow under heat/UV.
.
4. Mechanical Properties (Shear Strength and Toughness)
Property
Pure Acrylic
VAM-Acrylic
Delta
Tensile Shear Strength
8 – 12 MPa
5 – 8 MPa
25 – 40% higher
Elongation at Break
150 – 250%
200 – 350%
VAM is more flexible
Tear strength
High
Moderate
.
Application Specific Recommendations
Application Type
Pure Acrylic
VAM-Acrylic
Key Reason
Food-Contact Packaging
✅ ESSENTIAL
❌ Not Suitable
FDA compliance, moisture resistance, long shelf life
Export/International Logistics
✅ ESSENTIAL
❌ Not Suitable
Handles temp/humidity fluctuations during transit
High-Speed Lamination
✅ ESSENTIAL
⚠️ ACCEPTABLE
Superior wetting prevents edge defects; better film formation
Premium/Luxury Packaging
✅ ESSENTIAL
⚠️ ACCEPTABLE
Brand positioning requires professional appearance
Low-Cost Commodity Packaging
⚠️ Overkill
✅ ACCEPTABLE
Short shelf life, domestic-only, low cost priority, inspection not severe
Dry Climate Applications
✅ PREFERRED
⚠️ ACCEPTABLE
VAM more stable without moisture/hydrolysis risk
Domestic, Quick-Turnover Products
✅ PREFERRED
⚠️ ACCEPTABLE
No transport stress; degradation occurs after use
.
Conclusion
The subtle bluish tint of modern, fine-particle pure acrylic adhesives (e.g. Texobond DL-1052) is not a defect, it’s evidence of superior engineering.
Particle size matters: Finer particles (150–250 nm) deliver clearer films, better wetting, and higher strength at lower coat weights.
Chemistry matters: Pure acrylic’s uniform backbone vastly outperforms VAM-acrylic hybrids in water resistance, shelf life, and heat stability: especially critical for tropical climates.
The smart choice: Choose fine-particle pure acrylic formulations. You’ll coat thinner, spend less, achieve better results, and maintain reliability throughout the supply chain from factory to end-customer.
References
Kan, C. A. Role of Particle Size on Latex Deformation During Film Formation. JCT CoatingsTech, Sept. 1999. American Coatings Association.